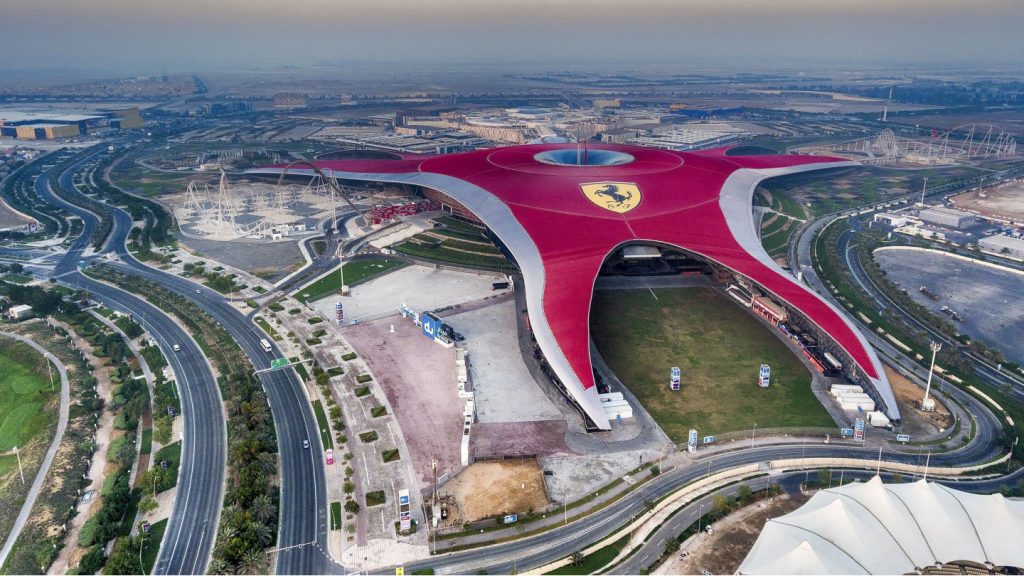






The BMW car plant is situated on a 250ha site in Leipzig, Germany. It represents a new concept in car production. The production campus combines the construction process of the automobile with the everyday activities which surround such a large production plant (employing 5,500 production workers).
The architect, Zaha Hadid, along with Patrick Schumacher, has attempted to combine the complexities of such a large facility by drawing the elements of the plant together in the award winning design of the semi-transparent central building.
Recommended White Papers
Recommended Buyers Guides
Employees who are not intimately involved with the construction of cars are still involved as the production line is visible from offices, the staff restaurant and the reception areas of the central building.
This central building is inter-linked with the three core production areas of the plant, namely body shop, paint shop and assembly line (these were housed in more conventional prefabricated ‘factory type’ buildings for ease of construction).
The 40,000m² central building is the jewel in the crown and as such forms the communications hub and meeting place of the plant.
It is from here that all other areas of the car plant can be seen or experienced.
Semi-finished body shells are transported through the central building from each of the three respective core areas on specially constructed 600m conveyors.
BMW is expanding the Leipzig facility for production of new electronic iseries cars or Megacity Vehicle from 2013. The €400m expansion will include buildings for plastic components production, body shop, carbon press shop and assembly lines.
The project was started in November 2010 and topped out in October 2011. It will create another 800 new jobs at the site.
Reasons for BMW choosing Leipzig as their location
BMW chose Leipzig in the east of Germany as the site for their production plant in July 2001 for a variety of reasons, including the economic location of the site (in the geographical centre of Germany between the A9 and A14 autobahns), the availability of specialist personnel, the ability to use existing logistics and suppliers and a good infrastructure for transport and supply.
The facility, which required an investment by BMW of €1.3bn, was also able to benefit from EU European Commission regional grant assistance of €360m. Production started in March 2005.
The Liepzig plant was configured to produce the BMW 3 Series when production started but it also produces the BMW 1 series.
At midday on 16 June 2006 the BMW Plant at Leipzig saw the 100,000th BMW 3 Series roll off the assembly line since the production launch on 1 March 2005.
This first major milestone was achieved ahead of schedule – impressive confirmation that the Leipzig manufacturing plant is living up to its forecast efficiency. The company had produced one million BMW 1 series cars from the facility by December 2011.
Assembly hall design
The assembly hall has been designed on a ground plan much like four outstretched fingers. This has been done to create enough space around the production lines to allow for additional lines to be installed in the future with minimum disruption to production.
The piping, conduits and utilities have also already been installed for future expansion (the plant has been ‘future proofed’ for the next 25 years). BMW have adopted an environmentally friendly approach to the paint shop in stipulating the use of water-based colour paints only along with powder-based clear lacquer.
Central buildings as the nerve centre in BMW’s Leipzig production plant
The three main factory building satellites (body shop (645,000ft²), paint shop (270,000ft²) and assembly plant (1,075,000ft²)) are housed in prefabricated corrugated metal sheds.
The central building is wrapped in a similar taut corrugated-metal skin, but with the corners slightly curved to give it a sleeker, contoured look.
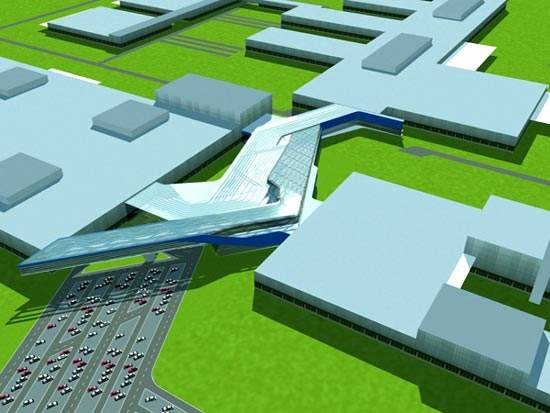
A bridge-like office structure splits off from the central building and joins two of the factory sheds, framing a small entry courtyard. Supported on massive concrete supports shaped like fins, the office area is engineered like a segment of elevated autobahn.
The most dynamic structure is a low sloping showroom, which is the entrance point for the complex. Arriving visitors will slow down to turn past the showroom and then hurtle across a massive parking area oriented in a diagonal fashion to the main building. After parking they must pass beneath the office bridge to reach the main entrance, as if they were bouncing between the buildings.
Inside the central building, the first thing that strikes you is the immense scale. Offices are organised as a series of concrete terraces that seem to cascade from one end.
A towering stairway sweeps up to a balcony of offices along one side of the room; on the other side, the terraces are linked by a long, narrow ramp.
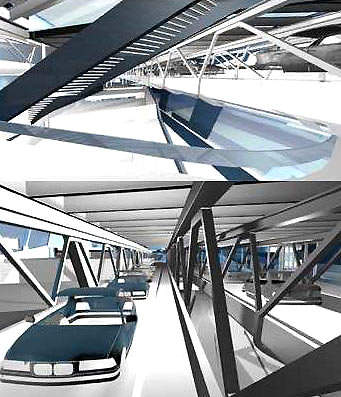
Computerised conveyors
Rows of car bodies stream by on computerised conveyors. As every car is passed through the central building on its way from the body shop to the paint shop or final assembly plant, they may be witnessed in all their various stages.
At certain points, the cars stop and revolve on turntables before heading off in a new direction.
By channelling all of the work through the central building, the architect creates a seamless environment, smoothing that process.
The terraces create a kind of loose-knit social hierarchy, breaking down the staff into discrete tiers while allowing engineers to observe or consult with one another without having to pick up a phone.
Engineers and workers are in constant contact too, mingling in the corridors and the restaurant. Yet the agenda is always to keep the eye focused on the machines, with everyone involved in a constant process of fine-tuning.
From the relative comfort of their office terraces, engineers and designers can step out onto glass-enclosed viewing platforms to watch the huge, swivelling articulated robotic arms that spot weld the car frames together. There are 1.6km of production lines at the plant.
Contractors and engineers involved
The on-site architect for the project was Rhode-Kellermann-Wawrowsky of Leipzig. The project manager was a consortium of Obermeyer and Assmann Beraten and Planen. Groundbreaking occurred in May 2002. The main contractors were OBAG, Arge Rohbau and Wolf&Mueller.
The steel structure was constructed by Haslinger Stahlbau of Austria and Max Bögl Bauunternehmung of Neumarkt, Germany.
The metal window manufacturer was Gefatec of Berlin. Structural engineering services were provided by AGP Arge Gesamtplanung of Stuttgart and Anthony Hunt Associates of London.
Acoustics were the responsibility of PMI of Germany and lighting was provided by Equation Lighting of London. The fit-out and interior glass were provided by Jaeger Akustik of Leipzig.
The façade was the responsibility of Radeburger Fensterbau and Schneider Fertigbau. The landscape architect was Gross.Max of Edinburgh, UK.